You use a honing machine to make the inside of a hole better. Honing uses abrasive stones that move in three ways at the same time. The stones spin, slide back and forth, and push out against the surface. This process makes the surface smooth. It also helps the hole become more round and the right size. Honing is special because it takes away only a tiny bit of material. This lets you get very exact measurements and a unique texture.
Honing makes the surface smoother, improves shape, and helps with size accuracy.
It uses a spinning abrasive tool that also moves back and forth.
The process takes away small bits of material for tight fits and smooth surfaces.
Key Takeaways
Honing machines help make holes smoother and more exact by taking away small pieces of material with abrasive stones.
The honing process uses three moves: spinning, moving up and down, and pushing out. These moves help make the work very precise.
Picking the right honing stones and abrasives is very important for getting the surface and accuracy you want.
Honing is used a lot in car and airplane factories to make parts that must fit well and last a long time.
Honing gives great results, but it takes longer and needs skilled people to set up and use the machines.
Principle of Honing Machine
Core Mechanism
A honing machine helps make holes in metal parts better. The main part uses a tool that spins and has abrasive stones. These stones rub the hole’s surface and take away tiny bits of material. This careful process makes the hole smooth and the size exact.
The parts of a honing machine work together for high accuracy. Each part has a special job, as shown in the table below:
Component | Description |
Honing Head Assembly | This part holds the abrasive stones and changes their size to fit the hole. |
Feed System | It moves the honing head sideways and lengthwise for accuracy. |
Drive and Control System | Motors and controls set the speed and movement, making sure the process follows the rules. |
Auxiliary Components | Cooling, lubrication, and filtration keep the machine working well and reliably. |
You pick abrasive stones based on how hard the metal is. Stones can be made from corundum, silicon carbide, cubic boron nitride, or diamond. Superabrasives are best for very hard metals. The stones move in a tricky path and touch more of the part than grinding wheels. This helps make the finish and shape better.
Tip: Honing stones move in a way that fixes mistakes. This means the hole gets rounder and smoother, even if the stone is not perfect.
Three Simultaneous Motions
Honing is special because you control three motions at once. These motions help you get high accuracy and a unique surface when working inside cylindrical holes.
The honing tool spins inside the hole. This spreads the abrasive action evenly.
The tool moves up and down along the hole. This lets you change the finish and size.
The abrasive stones push outward against the hole wall. This fixes high spots and shape mistakes.
You can see how these motions work together in the table below:
Motion Type | Description |
Rotation | The honing tool spins at set speeds, making sure material is removed evenly. |
Reciprocation | The tool moves up and down in the hole for precise changes. |
Expansion | Abrasive stones push outward against the part, fixing high spots. |
These three actions make a careful machining process. You remove material in a controlled way, fix shape mistakes, and reach tight limits. Honing gives you surface finishes measured in microinches. You can fix roundness and size, making the hole fit just right.
Honing stones touch a big area of the part, so you avoid copying mistakes.
The process makes sure both the part and stones match the average shape of the motion, giving high accuracy.
You can use a honing machine to get results other methods cannot, especially for exact size and smoothness.
If you want to make cylindrical holes more accurate, use honing. The mix of spinning, moving up and down, and pushing outward lets you control the finish and size very well. You get a hole that is round, smooth, and fits perfectly.
Honing Process
Step-by-Step Procedure
When you use a honing machine, you follow steps to get good results. Here is how you do it:
Put the engine block in the CNC honing machine or vise.
Check the cylinder bore size and look for damage.
Clean the bore with solvent and a brush.
Measure the bore at different spots.
Pick the right honing tool and put it in the machine.
Add honing oil to the bore.
Lower the tool into the bore and make sure it is centered.
Start the tool slow, then speed up to the right RPM.
Move the tool up and down while keeping oil flowing.
Listen and feel to make sure the tool cuts smoothly.
Slow down and take out the tool carefully.
Look for a crosshatch pattern and check the surface finish.
Clean the bore with solvent and dry it.
Put in new piston rings and check how the engine works.
Tip: Always wear safety glasses, gloves, and ear protection. Make sure the part is secure and follow the machine instructions to stay safe.
Material Removal and Finish
Honing takes away only a little bit of material. This makes honing different from other finishing methods. The table below shows how much material you remove compared to lapping:
Method | Material Removed (inches) | Material Removed (mm) |
Honing | More than lapping | More than lapping |
Lapping | 0.0005 to 0.005 | 0.0127 to 0.127 |
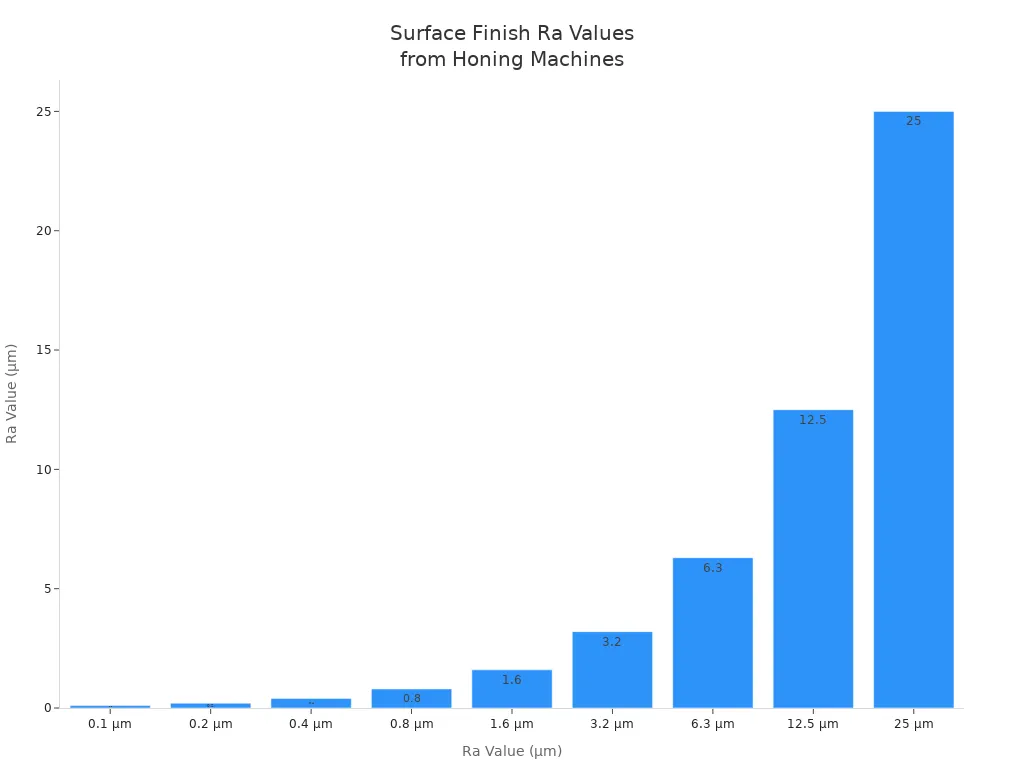
Honing can make many kinds of surface finishes. The Ra value tells you how smooth the surface is. The table below shows Ra values and what they are used for:
Ra Value (µm) | Characteristics | Uses |
0.1 | Ultra-smooth surface | Precision sealing surfaces, air-bearing surfaces |
0.2 | Very smooth surfaces | High-end mechanical components like gyroscopes |
0.4 | Smooth surface with slight texture | Precision machinery and fine mechanical components |
0.8 | Standard quality for precision applications | Automotive and aerospace components |
1.6 | Noticeable texture but relatively smooth | General machine parts, pump parts, hydraulic components |
3.2 | Moderately rough surface | Less critical parts like general hardware |
6.3 | Rougher surface texture | Industrial equipment and consumer products |
12.5 | Clearly rough surface | Parts needing more friction or grip |
25 | Very rough surface | Places where surface finish does not matter |
50 to 800 | Progressively coarser surfaces | Heavy machines and farm equipment |
You can pick different abrasive materials for honing. Grain size and hardness change how much material you remove and how smooth the surface gets. For rough honing, abrasive density is most important. For finish honing, grain size matters more.
Factors Affecting Quality
You can make the honing process better by paying attention to some things:
Quality of raw materials: Bad materials can cause surface problems.
Condition of the honing machine: Machines that work well give better results.
Process settings: Right speed, pressure, and oil flow help avoid mistakes.
Operator skill: Skilled workers can change the process for the best finish.
Environment: Steady temperature and humidity help keep the process the same.
You can also pick the right abrasive material and check the machine often. This helps you get a smooth and accurate surface every time.
Types of Honing Machines
Horizontal and Vertical Machines
You can pick horizontal or vertical honing machines. Each type works best for certain jobs. Horizontal machines are good for bigger round parts. Vertical machines are better for smaller, lighter pieces. You put the part in the machine either sideways or upright.
Feature | Vertical Honing Machines | Horizontal Honing Machines |
Design | Small design, part stands up | Bigger design, part lays flat |
Applications | Good for small, light parts | Best for bigger round parts |
Advantages | Saves space, very accurate | Handles big parts, used for lots of work |
Disadvantages | Only for small parts, less space inside | Needs more room, costs more |
Factories use horizontal honing machines when they need to make many parts fast. These machines are used for making gears and bushings. Vertical machines take up less space and help you get very exact results with small parts.
Application Type | Advantages of Horizontal Honing Machines |
Mass Production | Makes parts faster and costs less |
Shorter Bores | Great for gears, bushings, and small engine parts |
Limited Floor Space | Small size fits places with little room |
Tip: If you work with big parts or need to make lots of pieces quickly, horizontal machines are a better choice.
Honing Stones and Abrasives
You need to choose the right honing stones and abrasives. Different stones work best for different metals. Here are some common types:
Cubic Boron Nitride: Good for hard steel.
Diamond: Works for cast iron, aluminum, copper, carbide, and ceramics.
Alumina: Used for hard steel.
Silicon Carbide (SiC): Best for aluminum, copper alloys, and cast iron.
The grit size of the stone changes how much metal you take off and how smooth the surface gets. Coarse stones remove metal quickly. Fine stones take off smaller bits but can remove more overall. The surface finish depends mostly on grit size. How fast you remove metal depends on grit size and how hard the stone pushes.
Note: You get better results if you match the abrasive material and grit size to your part.
Machine and Tool Selection
You need to think about several things when picking a honing machine and tool. First, check the shape and size of the hole. Look at the smallest and biggest diameters. Decide if you need to hone straight holes, blind holes, or stepped holes. Next, think about how exact you need the hole and how smooth you want it. If you need very round holes or a special finish, pick a machine that can do that.
How many parts you make matters too. If you work in a shop with different jobs, you need tools that change fast. For making lots of parts, pick machines that can use robots and check quality as you work. Make sure your machine gives enough coolant and filters it well. This stops the stone from getting clogged and keeps the finish nice. Find machines with screens that save data. This helps you follow rules in industries that need records.
Hole shape and size
How exact and smooth you need the hole
How many parts you make and how flexible you need to be
Coolant and filtering
Operator screens and saving data
Picking good honing tools helps you work faster and get a better finish. Adjusting CNC settings makes results even. Robots and quality checks help you keep precision every time. The right machine and tools save time and make your work better.
Tip: Always pick a honing machine and tools that fit your job. This gives you the best results and saves time.
Applications and Benefits of Honing
Surface Finish and Accuracy
Honing helps parts get a smooth surface and be very accurate. Abrasive stones are used to improve the inside of cylindrical parts. This method works better than grinding, reaming, or polishing. You get a finish that is always the same and very exact. This makes parts work better. Honing machines can reach tight tolerances and good surface quality. The table below shows common tolerances:
Tolerance Type | Value |
Roundness Tolerance | ±0.0001–0.0002 inches |
Surface Finish | 4–8 microinches Ra |
Honing can also make roundness good enough for performance engines. This means less than 0.005 mm. High-precision honing helps parts fit well and last longer.
Industrial Uses
Honing is used in many industries that need parts to be very exact. Car makers use honing for engine cylinders and bushings. Aerospace companies use it for turbine blades and engine casings. Medical device makers use honing for implants and surgical tools. The table below shows where honing is used:
Industry | Application Description |
Automotive | Needed for making parts with high-quality surfaces and tight tolerances. |
Aerospace | Used for making turbine blades, engine casings, and other exact parts. |
Medical Devices | Important for making implants and tools with precise sizes and finishes. |
Honing is also used in the gas and oil industry, air-compressor bodies, dies and molds, and long tubes and liners. These parts need a smooth surface and must be made very precisely to work well.
Limitations
There are some things to think about before picking honing. Honing takes more time than other methods because you need to do it many times to get the right finish. You cannot remove a lot of material quickly. Skilled workers must set up and run the honing machine. The equipment and tools cost more at first. The table below lists main limitations:
Limitation | Description |
Longer Processing Time | Honing takes longer and needs many passes for the best finish and accuracy. |
Limited Material Removal | Honing is mostly for finishing, not for taking off lots of material fast. |
Skill and Expertise | Skilled workers are needed for setup and control, so quality depends on their skill. |
Equipment and Tooling Costs | Buying honing machines costs more than other machines. |
Size Limitations | Some parts may be too big for honing because of machine limits. |
Surface Texture | Honing makes a certain texture that might need more finishing to be totally smooth. |
Environmental Impact | Honing makes dust and debris, so you need good ventilation and filters. |
Component Design Limitations | Complicated shapes can make it hard to get the same honing results everywhere. |
Note: Improving electrical and automation systems in honing machines can make them faster and help companies earn more, especially in the oil and gas industry.
A honing machine helps make surfaces very smooth and exact. Honing is special because it makes a cross-hatch pattern. This pattern helps the part last longer. Honing works on many shapes and sizes. You should use honing when you need parts to be very accurate or super smooth. It is great for engine cylinders and hydraulic parts. Use it for any job where you need perfect size and finish.
Situation | Why Choose Honing |
Ultra-tight tolerances | Gets the most exact size |
Flawless surface finish | Makes surfaces smooth and shiny |
FAQ
What does a honing machine do?
You use a honing machine to make holes smoother and more accurate. The machine removes tiny bits of material with abrasive stones. This process improves the surface and shape of the hole.
How is honing different from grinding?
You use honing for finishing and getting exact sizes. Grinding removes more material and works faster. Honing gives you a smoother surface and better roundness.
Can you hone any metal?
You can hone most metals, including steel, aluminum, and cast iron. You need to pick the right abrasive stone for each metal. Harder metals need stronger abrasives.
Why do you see a crosshatch pattern after honing?
You see a crosshatch pattern because the tool spins and moves up and down. This pattern helps oil stay on the surface and makes parts last longer.
Do you need special training to use a honing machine?
You need basic training to use a honing machine safely. You must learn how to set up the machine, pick the right tool, and check the results. Skilled operators get the best finish.

















